
The challenges in large-diameter longitudinal seam welded pipe production lines mainly focus on four core areas: Steel plate forming, welding, finishing, and inspection. Below, we will mainly introduce our ACA- LSAW (Longitudinal Submerged Arc Welded) pipe production line’s forming methods and technical challenges.
For forming large-diameter thick-walled pipes, there are mainly two mainstream process routes: RB(E) and JCO(E). The RB(E) process uses roll bending, back bending, and expanding techniques, offering better capacity and return on investment, while the pipe’s roundness and straightness perform excellently. The JCO(E) process uses progressive pre-bending, resulting in uniform stress distribution, stable pipe shape, and flexible specification switching, capable of covering any pipe diameter within the production range. Our company, ACA, uses the JCOE forming technical design technology.
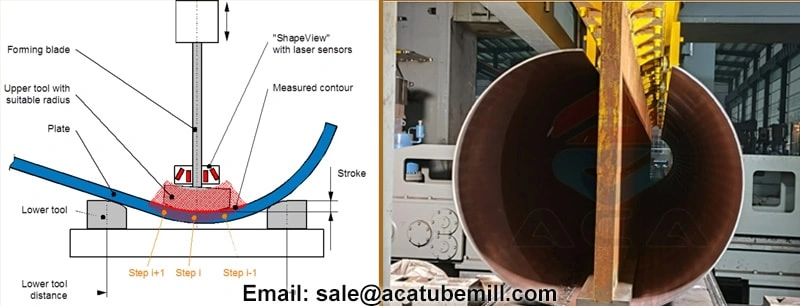
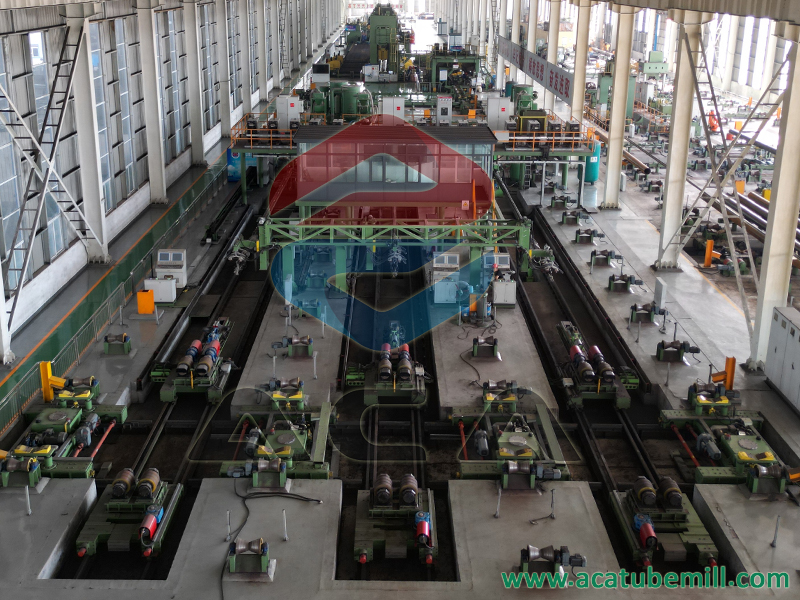
Our High press forming machine is highly precise and high-tonnage. A single piece of equipment can handle forming for pipe diameters from 406mm to 1620mm and can process steel pipes over thickness 75mm. Our steel pipe forming machine strictly controls the precision of each three-point bending step, preventing defects like "bulging" or "misalignment." It also adapts to different steel grades and wall thicknesses for springback compensation. The mold machining accuracy and the CNC system’s dynamic response capability are extremely demanding; even minor deviations can cause the pipe’s ovality to exceed limits.

The Straight seam steel pipe welded pipes manufactured by our JCOE steel pipe production equipment meet standards such as GB/T3091-2015 (low-pressure fluid transport), GB/T13793-2016 (structural use), and API 5L (oil and gas transport), as well as international specifications like EN 10219 or ASTM A53.
Related video:

The challenges in large-diameter longitudinal seam welded pipe production lines mainly focus on four core areas: Steel plate forming, welding, finishing, and inspection. Below, we will mainly introduce our ACA- LSAW (Longitudinal Submerged Arc Welded) pipe production line’s forming methods and technical challenges.
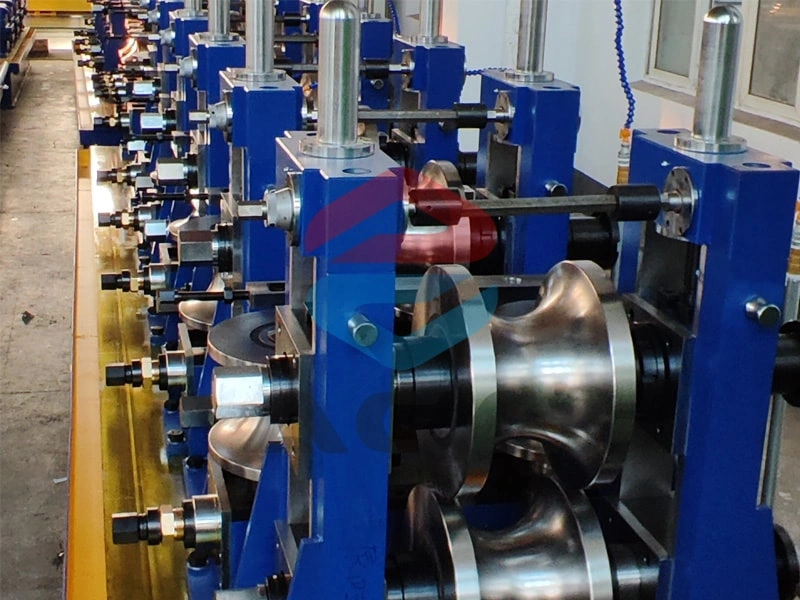
High-Speed & High-end ERW pipe equipment is a professional set of machinery used to produce straight seam welded pipes through high-frequency resistance welding. Take its high-precision forming and efficient welding features, ERW/HF welded tube widely applied in industries such as oil and gas transportation, municipal pipelines, and building structures.

The inner wall of the steel pipe, after shot blasting, is coated with anti-corrosion powder using an internal spraying system through hot-melt spraying. This coating machine is specialized for internal epoxy powder anti-corrosion spraying of steel pipes, mainly used for pipeline anti-corrosion processing in the petroleum, water conservancy, and municipal fields. This internal pipe spraying anti-corrosion equipment mainly includes: mobile flat car, cantilever spray rod, internal spray gun, two-component spraying system, medium-frequency heating, dust collection and recovery system, and pipe end recovery dust removal equipment.
The Anti-Corrosion Coating processing production line is used to make two layer FBE, two layer PE, three layer PE (3PE), TPEP Two layer epoxy powder coated on external steel pipe (⌀57-1220mm).

ACA Group warmly invite you attend International Tube and Pipe Trade Fair 2026, at Dusseldorf. --Exhibition date: 13-17 APRIL, 2026 --Our booth NO.: 7-D20-2
May China and the world enjoy peace and prosperity in the new year.

Our ACA company can provide complete pipeline laying machines, PipeLine crawler pipelayer with different lifting capacities according to user requirements for pipeline construction tonnage, with maximum lifting capacities ranging from 15,000 kg to 120,000 kg.
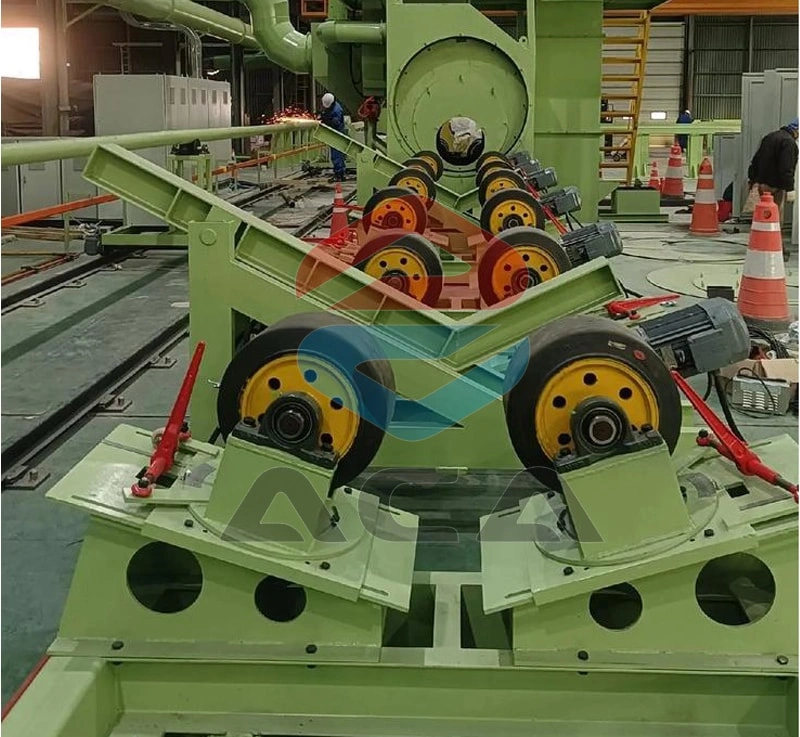
The Submerged Arc Welded Steel pipe Production Line is the core equipment for manufacturing high-strength steel pipes, mainly used in oil and gas transportation, building structures, and other fields. Its core processes include straight seam submerged arc welding (JCOE/UOE) and spiral submerged arc welding, ensuring the strength and precision of the steel pipes through precise forming and welding technologies.

Our company can produce complete ERW Tube Mill (straight seam welded pipe production lines) that meet API standards. The pipe diameter ranges from DN12mm to DN711mm, and the pipe wall thickness is 3-120mm.

This production line, which applies 3PE coating to the outer wall and epoxy powder coating to the inner wall of steel pipes, can process steel pipes DN219mm to DN2200mm, and Pipe lengths from 6m to 12.5m.
Copyright © 2025 by ALECO Advanced Tube Machinery Co., Ltd. All Rights Reserved
Privacy Policy
